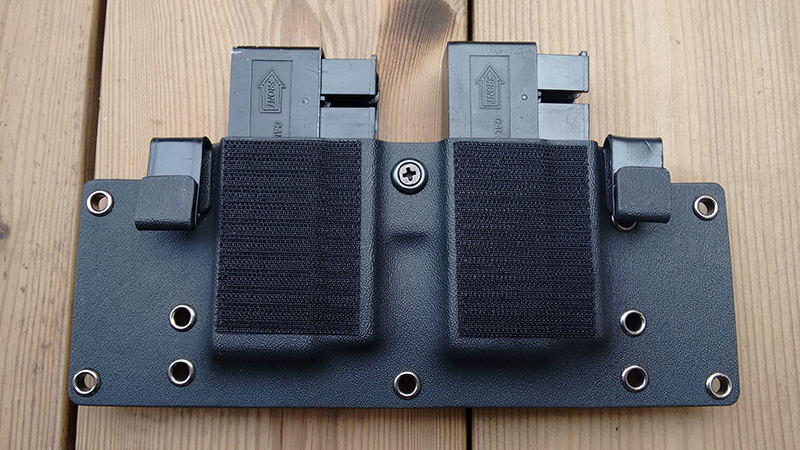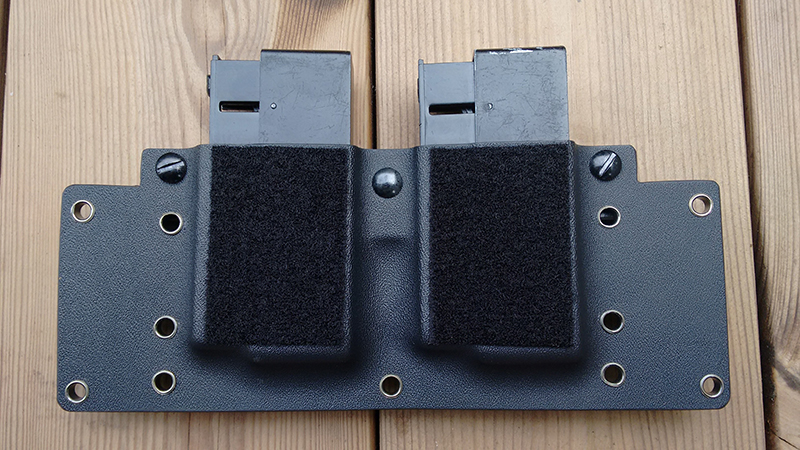

Pour ce chapitre, premiers retours "out-of-the-box" de mon premier achat : un holster en Kydex pour mon M&P 9 "Full Size" WE.
Tout d'abord, le Kydex, qu'est-ce que c'est ?
En fait "Kydex" est le nom d'une société américaine (KYDEX, LLC) qui a breveté une résine plastique mélange d'Acrylique et de Polyvinyl Chloride (PVC) thermoformable ('tain je me croirait au labo ...) qui a des propriétés particulières.
- Le côté "acrylique" lui donne la rigidité et la capacité de changer de forme une fois chauffé sans altération de sa composition.
- Le côté "PVC" lui donne la solidité, la résistance aux produits chimiques et la possibilité d'avoir une belle finition.
Ce Kydex se présente donc sous forme de feuilles de tailles variables et de différentes épaisseurs.
Il existe en plusieurs coloris, le classique étant le noir mais maintenant il se trouve dans plein de coloris différents et même des camos US.
Originellement fabriquée uniquement par cette compagnie, il est maintenant fabriqué par plein de monde et donc sera aussi trouvable avec des motifs originaux ou des camos différents.
Il existe même une finition "fibre de carbone" du plus bel effet !

Un lien pour des feuilles de Kydex aux motifs "exotiques" : http://www.ebay.com/usr/tacticalinfusions
On peut le trouver aussi sous différentes rugosités extérieurement parlant :

Mais ce choix est rarement proposé, la plupart du temps la rugosité proposée sera la "P1- Haircell" mate.
La face intérieure étant lisse et brillante.
Comment ça se travaille ? Qu'est-ce qu'on peut faire avec ?
Je ne rentrerai pas dans les détails pour l'instant, mais pour info, il se chauffe au four jusqu'à atteindre la bonne température, il est ensuite appliqué sur l'objet à mouler puis pressé.
Cela peut être fait moitié par moitié comme pour mon holster (moulage gauche puis moulage droit puis assemblage des 2), ou par pliage sur lui même (par exemple les holsters pour couteaux), l'assemblage se fait avec des rivets à presser, il peut y avoir des vis de réglage pour la pression de serrage.
Une fois cela fait il ne reste plus qu'à dessiner la forme voulue puis à la découper (idéalement avec une scie à fil) et ensuite de finir à la ponceuse à ruban.
Des tonnes de tutoriaux existent sur youtube expliquant comment réaliser la presse, les températures de chauffe, etc etc : Tutoriels
Notamment celui-là :
http://youtu.be/wntntfsrfEQ http://youtu.be/4iZ8v_NHIAE
C'est en anglais par contre ........... désolé !
Achat et choix des spécifications
Et donc fin Septembre, j'ai craqué pour un holster custom, fabriqué sur mesure selon mes spécifications par un ebayer américain : trholsters
Je lui ai donné mes besoins :
Modèle : M&P 9 "Full Size"
Couleur : Noir
Port : Gauche
Angle de dégainé : Droit (zéro degré)
Hauteur de garde (le bout de kydex de la face intérieure qui remonte le long de la hanche) : Moyenne (le reste de sa production est basse).
Lampe : Surefire X300 avec système de verrouillage U/P-Latch
Canon fileté : 1.5 cm de longueur (pour l'adaptateur de silencieux)
Passants de ceinture : 4.5 cm de largeur (pour "duty belt" type 5.11)
En lui demandant en plus si c'était possible de faire le holster un peu plus large et de courber légèrement les "ailes"
A noter qu'il n'a pas le canon fileté pour ses M&P "RS" pour mouler le kydex et qu'il a donc réaliser un adaptateur rien que pour moi tout ça sans supplément.
Au final le holster fait sur mesure me revient tout compris à 55€.
Comparativement à ce qui se fait c'est pas mal ... pas mal du tout !
Pour montrer le sérieux du gars, voila les photos qu'il m'avait envoyer en cours de fabrication pour me montrer l'évolution :


(attention RS !)
Entre la date d'achat sur ebay et l'envoi, il lui a fallu une petite semaine pour le faire.
Sachant que c'est pas mal du tout car ce que je vois couramment pour ce type de production sur mesure c'est plus proche de 5-6 semaines qu'autre chose.
Réception, essais, avis
J'ai donc reçu aujourd'hui le holster ... missa très content





Porté à la ceinture ça donne ça :

Moyennant adaptation par exemple avec des clips MALICE il est possible de le fixer sur un gilet ou une ceinture MOLLE.
Comme expliqué dans ce tuto : http://mftconcepts.com/diy-kydex-molle- ... ification/
Donc voila, faut le savoir, le M&P WE est exactement aux cotes du vrai puisque ce holster kydex a été moulé sur un "RS" (visible dans les photos plus bas) ; idem pour la "copie" de X300
Autant dire que ça fit nickel, juste assez de rétention mais pas trop, avec l'usage peut-être rajouterais-je un Chicago screw en bas entre la lampe et le canon.
Nan ça va, le mec a bien bossé, c'est bien moulé et bien fini, toutes les spec annoncées dans l'annonce ebay et celles que j'ai demandées sont respectées.
Il n'a juste pas pu me faire de "sweat guard / body shield" mid car ses plaques de kydex sont prédécoupées en 6"x6" et c'est trop short, mais il me l'a dit au cours de nos échanges, donc RAS.
C'est peut-être pas aussi super bien fini que d'autres prod que j'ai pu voir ([url=http://"http://www.youtube.com/user/gravityBad?feature=watch"]genre celui-la[/url] auquel j'avais aussi demandé un tarif : 65$ le holster sans lampe/threaded barrel plus 45$ de shipping) mais franchement c'est un des plus petit prix que j'ai vu pour ce genre de demande en custom-made.
Très très content.





 [/url]
[/url] [/url]
[/url] [/url]
[/url] [/url]
[/url] [/url]
[/url]