Après ces années de montage de machine, enfin j'ai fait fonctionner cette fraiseuse.
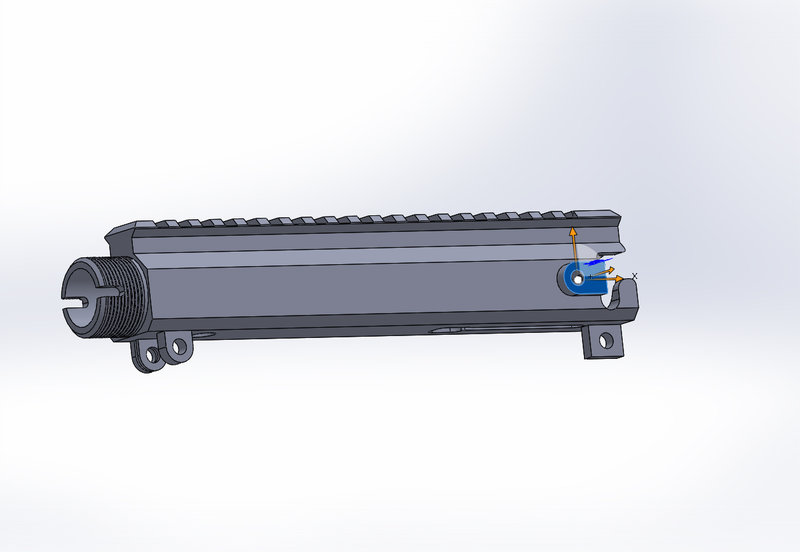
Voici la pièce (enfin la première opération, l'OP1 comme on dit dans le jargon).




Il y aura 4 opérations pour cette pièce.
On voit les petits défauts, cette pièce prototype est aussi le prototype test de la machine. La FAO (l'usinage programmé sur ordinateur) a été longue, trop longue, mais je vois ou gagner du temps et comment faire, je n'ai pas beaucoup utilisé le logiciel de FAO (fusion360), du coup je dois encore le prendre en main.
L'erreur que j'ai fait en FAO, c'est de ne pas voir que l'ergot du spring guide stopper a été... bah usiné complètement. Pas trop grave, je le déplacerai de l'autre coté. Cet ergot permet de maintenir la goupille qui fait office de spring guide stopper dans la réplique quand on veut sortir le bloc cylindre. Ici en photo :
Par contre le logiciel centroid cnc12 malgré qu'il soit en anglais lui c'est vraiment pas difficile à prendre en main.
J'essaye de faire l'OP2 demain.
Chose que je craignais, le tube ne passe plus dans l'alésage (c'est normal, la pièce bouge quand on l'usine et se déforme légèrement), ce n'est pas bien grave, ce sera ajusté au niveau du cylindre.